1. Overview
The treatment of industrial organic waste gas by adsorption is one of the methods widely used at present. The adsorbent can be regenerated and recycled, and the organic solvent can be recovered. The adsorption method is suitable for almost all gas-phase pollutants, especially the low-concentration gas-phase pollutants have the advantage of high removal efficiency. Industrial organic waste gas is often characterized by low content of gaseous pollutants, large volume of waste gas, and high purification requirements. Therefore, adsorption method has become the preferred method for treating industrial organic waste gas.
The company's scientific research personnel have carried out a lot of experimental research and data collection and sorting work on the recovery of organic solvents. They have studied the adsorption, desorption, and condensation recovery processes of organic gases with different boiling points, and further understand and master some of the laws in the process of adsorption and recovery. Obtained The quantitative data of different adsorbents, different temperatures and pressures on the adsorption and desorption process of different pollutants provides a design basis for different organic solvents to adopt different treatment processes.
The company's organic solvent recovery device theoretically applies the principle of high-temperature desorption and low-temperature adsorption of activated carbon, and takes a number of technologies independently developed by the company as the core. A series of improvements and improvements have been made in the process and other aspects. It further improves the purification rate and recovery rate of exhaust gas, prolongs the service life of the adsorbent, and has the characteristics of simple operation, high degree of automation, low investment, energy saving, low operating cost, no secondary pollution, and resource reuse. . It is an energy-saving and emission-reducing environmental protection equipment for organic solvent treatment and recovery. It belongs to the replacement product of similar products, and many technologies are unique to the company, and a number of patents have been applied for.
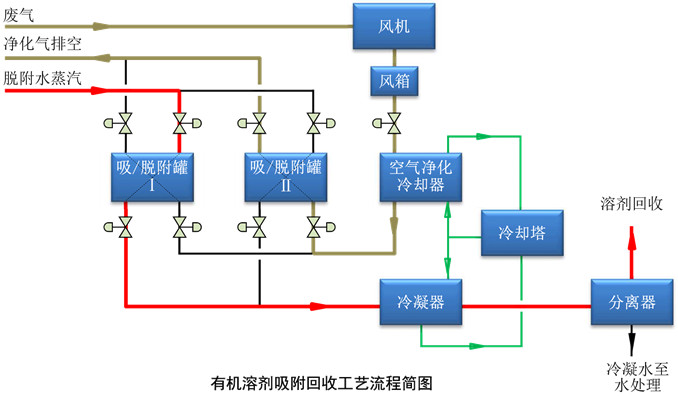
2. Process flow
3. Process description
The solvent waste gas discharged from the production line is collected and sent to the collection air box of the recovery system, and is pretreated by filters and coolers. The temperature of the waste gas exiting the cooler drops below 40°C, and then is pumped by a high-pressure centrifugal fan into the adsorption tank equipped with activated carbon. When the solvent waste gas passes through the activated carbon layer, it is adsorbed in the pores by the activated carbon, and the air passes through the carbon layer, and the tail gas that meets the emission requirements is discharged to the atmosphere from the discharge port on the top of the adsorption tank. The adsorption tank absorbs for a certain period of time. When the top of the adsorption tank is about to penetrate, the system automatically starts the vacuum pump for suction, and at the same time, low-pressure steam is introduced to heat the stripping solvent to regenerate the activated carbon. The organic solvent and water vapor desorbed from the surface of the activated carbon enter the condenser to condense into a liquid, and the mixed liquid enters the specific gravity separation tank for automatic separation, and the separated solvent liquid enters the storage tank.
4. Composition of recovery device
This recovery device is composed of waste gas pretreatment part, main fan, adsorption part, desorption part, condensation separation part and intelligent control system. The exhaust gas pretreatment part is composed of filter and cooler. The adsorption part is composed of an adsorption tank, and the adsorption and desorption are carried out alternately, and the cycle is repeated to ensure the continuous recovery of solvent waste gas. The activated carbon bed layer of the adsorption tank is equipped with temperature measuring points to ensure the safe operation of the recovery device. The desorption part is composed of a vacuum fan, a cooler and a vapor-liquid separator, which plays a role in desorption (analysis) and cooling and drying of the activated carbon layer. The process of the entire recycling unit is controlled by an intelligent control system, which is composed of PLC, touch screen, frequency converter, solenoid valve, pneumatic valve, pneumatic pump and various sensors.
5. Safety protection design of recovery device
This device is equipped with multiple system control functions for system monitoring and safety protection.
1) Control system;
2) The activated carbon bed temperature monitoring function of the adsorption tank and the ultra-high temperature fire sprinkler system;
3) Air pressure system pressure monitoring function;
4) The pressure loss monitoring function of the recycled air filter and the overload protection function of the centrifugal fan;
5) Insufficient water pressure warning and over-temperature monitoring function of the cooling water system;
6) Steam system decompression device;
7) Fault detection system and emergency exhaust valve;
8) Vacuum overpressure protection device;
9) Check the negative pressure stability of the adsorption tank;
10) Equipped with automatic frequency conversion speed tracking.
6. Process characteristics
1) The removal rate of exhaust gas collected into the system can reach more than 98%.
2) The recycling system adopts PLC computer automatic control, man-machine interface operation, no need for special personnel to be on duty, and safe and reliable operation.
3) The recovery system adopts special activated carbon for solvent recovery, with high recovery rate and long service life of activated carbon.
4) The recovery system can adopt vacuum desorption, with less steam consumption and low operating cost.